Propiedades del niquelado químico
Espesor de recubrimiento en el niquelado químico
El espesor del recubrimiento representa uno de los parámetros más relevantes en el niquelado químico, ya que influye directamente tanto en las prestaciones funcionales del componente como en el cumplimiento de las tolerancias dimensionales. A diferencia de otros tratamientos superficiales, el niquelado químico permite un control del espesor especialmente preciso y repetible, lo que lo hace adecuado para aplicaciones de mecánica de precisión.
Uniformidad de espesor
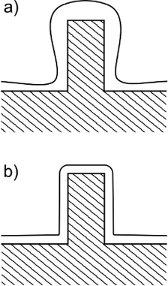
Los recubrimientos NIPLATE® se caracterizan por un espesor uniforme y constante en toda la superficie de la pieza, independientemente de la geometría. Este comportamiento es intrínseco al proceso de deposición autocatalítica y constituye una diferencia sustancial respecto a los recubrimientos electrodepositados, como el cromado o el niquelado electrolítico. Para más información sobre los recubrimientos NIPLATE®, consulte Los recubrimientos NIPLATE®.
En los procesos galvánicos, la distribución del espesor está influida por el campo eléctrico, con el consiguiente incremento del depósito en los bordes y en las zonas más expuestas, conocido como efecto punta. En el niquelado químico este fenómeno está ausente: la capa crece de forma mucho más homogénea, reduciendo la variabilidad local del espesor.
Esta característica permite, en la mayoría de los casos, evitar reelaboraciones posteriores al tratamiento, siempre que el espesor del recubrimiento se considere correctamente ya en la fase de diseño.
Aislamiento de orificios y reelaboraciones postratamiento
Gracias a la elevada uniformidad del espesor, las piezas de mecánica de precisión pueden diseñarse y mecanizarse incluyendo la desviación dimensional debida al sobremetal del recubrimiento, lo que permite el niquelado completo de la pieza sin necesidad de reelaboraciones.
En presencia de tolerancias dimensionales particularmente estrechas, puede ser necesario el aislamiento selectivo de orificios o superficies funcionales. Esta operación incrementa la complejidad y los costes del proceso y, por este motivo, debería adoptarse solo cuando no sea posible cumplir la tolerancia mediante una compensación dimensional adecuada en la fase de mecanizado.
Para apoyar la correcta determinación de las cotas pretratamiento, está disponible la calculadora de tolerancias dimensionales pretratamiento, útil para evaluar cuantitativamente el impacto del espesor de niquelado en las dimensiones finales de la pieza.
Selección del espesor de recubrimiento
La elección del espesor del recubrimiento debe realizarse en función de las prestaciones requeridas, en particular en términos de resistencia a la corrosión y resistencia al desgaste, así como de las condiciones ambientales de servicio.
En el ámbito industrial, el espesor del niquelado químico varía típicamente de 3–5 µm para aplicaciones ligeras hasta 50–70 µm para condiciones de servicio severas. La tolerancia sobre el espesor suele mantenerse dentro de ±10% del valor nominal, con un mínimo de ±2 µm, como se indica en la tabla siguiente.
| Espesor | Tolerancia |
|---|---|
| 2–20 µm | ± 2 µm |
| 21–30 µm | ± 3 µm |
| 31–40 µm | ± 4 µm |
| 41–50 µm | ± 5 µm |
| 51–60 µm | ± 6 µm |
Espesores recomendados en función de la resistencia a la corrosión
La definición del espesor óptimo no siempre es inmediata, ya que depende de múltiples factores, entre ellos el material base, el entorno de uso y la duración prevista en servicio. En algunos casos, la elección definitiva del espesor puede requerir verificaciones experimentales o pruebas en campo.
La tabla siguiente recoge valores indicativos de espesor de niquelado químico en función de la condición de servicio, útiles como referencia preliminar en la fase de diseño.
| Condición de servicio | Descripción | Espesor de recubrimiento en aleaciones de hierro y aluminio | Espesor de recubrimiento en aleaciones de cobre |
|---|---|---|---|
| 1 – Ligero | Uso en ambiente interior en atmósfera cálida y seca | 8±2 µm | 5±2 µm |
| 2 – Moderado | Ambiente interior con posible condensación o ambiente industrial seco | 15±2 µm | 8±2 µm |
| 3 – Severo | Uso al aire libre con humectación frecuente por lluvia, humedad o agua | 30±3 µm | 15±2 µm |
| 4 – Extremadamente severo | Ambiente marítimo o fuertemente agresivo, con exposición frecuente a agua que contiene sales con pH neutro o ligeramente alcalino | 50±5 µm | 20±2 µm |
CONSEJOS PRÁCTICOS
- Nuestro departamento técnico está a su disposición para definir el espesor de niquelado correcto, considerando todos los factores pertinentes.
- En la fase de mecanizado, el espesor del recubrimiento debe considerarse como sobremetal: por ejemplo, un espesor de 10 µm implica una reducción del diámetro de los orificios de 20 µm (0,02 mm).
- Para las roscas métricas, es conveniente considerar una desviación diametral igual a 4 veces el espesor del tratamiento.
- La calculadora de tolerancias dimensionales pretratamiento permite verificar de forma preliminar el cumplimiento de las cotas finales tras el tratamiento.