Propriétés du nickelage chimique
Épaisseur de revêtement dans le nickelage chimique
L’épaisseur du revêtement constitue l’un des paramètres les plus importants du nickelage chimique, car elle influe directement à la fois sur les performances fonctionnelles du composant et sur le respect des tolérances dimensionnelles. Contrairement à d’autres traitements de surface, le nickelage chimique permet un contrôle de l’épaisseur particulièrement précis et répétable, ce qui le rend adapté aux applications de mécanique de précision.
Uniformité d’épaisseur
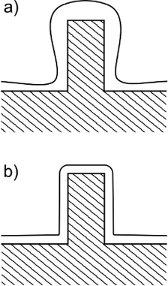
Les revêtements NIPLATE® se caractérisent par une épaisseur uniforme et constante sur l’ensemble de la surface de la pièce, indépendamment de la géométrie. Ce comportement est intrinsèque au procédé de dépôt autocatalytique et constitue une différence substantielle par rapport aux revêtements électrodéposés, tels que le chromage ou le nickelage électrolytique.
Dans les procédés galvaniques, la distribution de l’épaisseur est influencée par le champ électrique, ce qui entraîne une augmentation du dépôt sur les arêtes et sur les zones les plus exposées, connue sous le nom d’effet de pointe. Dans le nickelage chimique, ce phénomène est absent : la couche croît de manière beaucoup plus homogène, réduisant la variabilité locale de l’épaisseur.
Cette caractéristique permet, dans la plupart des cas, d’éviter des réusinages après traitement, à condition que l’épaisseur du revêtement soit correctement prise en compte dès la phase de conception.
Isolation des trous et réusinages post-traitement
Grâce à la grande uniformité de l’épaisseur, les pièces de mécanique de précision peuvent être conçues et usinées en intégrant l’écart dimensionnel dû au surmétal du revêtement, ce qui permet le nickelage complet de la pièce sans nécessité de réusinage.
En présence de tolérances dimensionnelles particulièrement serrées, une isolation sélective de trous ou de surfaces fonctionnelles peut s’avérer nécessaire. Cette opération augmente la complexité et les coûts du procédé et, pour cette raison, ne devrait être adoptée que lorsqu’il n’est pas possible de respecter la tolérance au moyen d’une compensation dimensionnelle adéquate lors de l’usinage.
Pour aider à déterminer correctement les cotes avant traitement, le calculateur de tolérances dimensionnelles pré-traitement est disponible ; il est utile pour évaluer de manière quantitative l’impact de l’épaisseur de nickelage sur les dimensions finales de la pièce.
Sélection de l’épaisseur de revêtement
Le choix de l'épaisseur du revêtement doit être effectué en fonction des performances requises, notamment en termes de résistance à la corrosion et de résistance à l'usure, ainsi que des conditions environnementales de service.
Dans l’industrie, l’épaisseur du nickelage chimique varie généralement de 3–5 µm pour des applications légères jusqu’à 50–70 µm pour des conditions de service sévères. La tolérance sur l’épaisseur est généralement contenue dans ±10 % de la valeur nominale, avec un minimum de ±2 µm, comme indiqué dans le tableau suivant.
| Épaisseur | Tolérance |
|---|---|
| 2–20 µm | ± 2 µm |
| 21–30 µm | ± 3 µm |
| 31–40 µm | ± 4 µm |
| 41–50 µm | ± 5 µm |
| 51–60 µm | ± 6 µm |
Épaisseurs recommandées en fonction de la résistance à la corrosion
La définition de l'épaisseur optimale n'est pas toujours immédiate, car elle dépend de multiples facteurs, notamment le matériau de base, l'environnement d'utilisation et la durée de service prévue. Pour plus de détails sur la résistance à la corrosion, consulter la section dédiée. Dans certains cas, le choix définitif de l'épaisseur peut nécessiter des vérifications expérimentales ou des essais sur le terrain.
Le tableau suivant présente des valeurs indicatives d'épaisseur de nickelage chimique en fonction des conditions de service, utiles comme référence préliminaire lors de la conception. Pour la correcte désignation de l'épaisseur selon ISO 4527, consulter la section dédiée.
| Condition de service | Description | Épaisseur de revêtement sur alliages de fer et d’aluminium | Épaisseur de revêtement sur alliages de cuivre |
|---|---|---|---|
| 1 – Légère | Utilisation en intérieur, dans une atmosphère chaude et sèche | 8±2 µm | 5±2 µm |
| 2 – Modérée | Environnement intérieur avec condensation possible, ou environnement industriel sec | 15±2 µm | 8±2 µm |
| 3 – Sévère | Utilisation en extérieur avec mouillage fréquent par la pluie, l’humidité ou l’eau | 30±3 µm | 15±2 µm |
| 4 – Extrêmement sévère | Environnement maritime ou fortement agressif, avec exposition fréquente à une eau contenant des sels à pH neutre ou légèrement alcalin | 50±5 µm | 20±2 µm |
CONSEILS PRATIQUES
- Notre service technique est à votre disposition pour définir l’épaisseur de nickelage appropriée, en tenant compte de tous les facteurs pertinents.
- Lors de l’usinage, l’épaisseur du revêtement doit être considérée comme un surmétal : par exemple, une épaisseur de 10 µm entraîne une réduction du diamètre des trous de 20 µm (0,02 mm).
- Pour les filetages métriques, il convient de considérer un écart diamétral égal à 4 fois l’épaisseur du traitement.
- Le calculateur de tolérances dimensionnelles pré-traitement permet de vérifier de manière préliminaire le respect des cotes finales après traitement.